The Challenge: Text Goes Here
Technical Approach: Text Goes Here
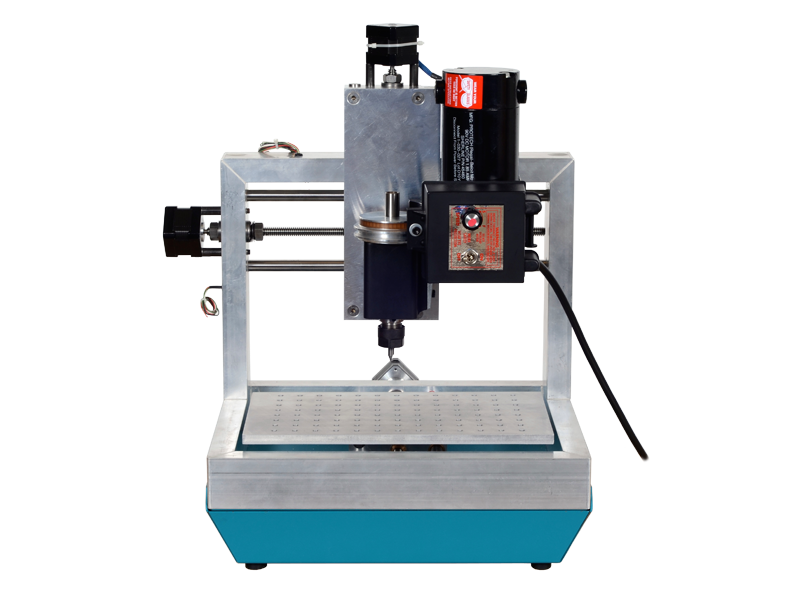
Selected Design Features: Text Goes Here
 |
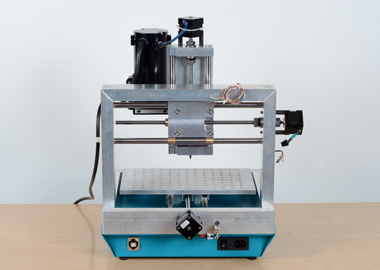 |
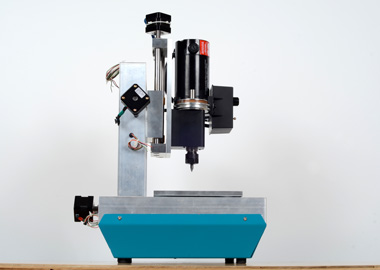
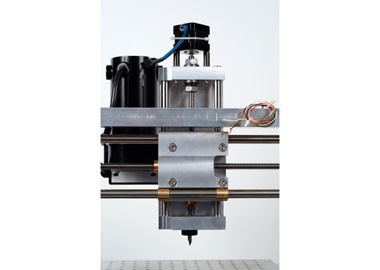
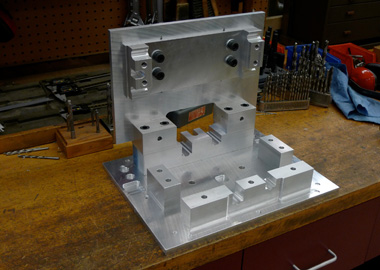
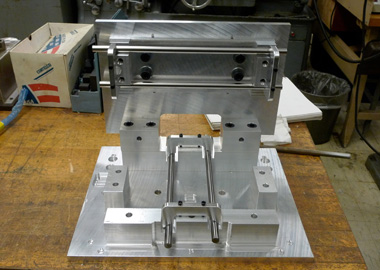
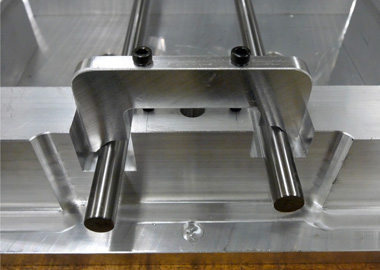
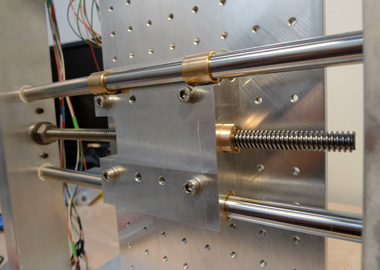
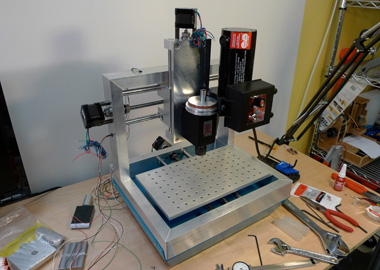
| Side view of the mill. | Back view of the mill. |
 |
 |
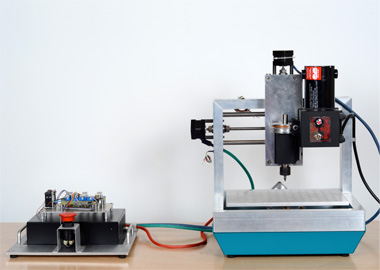
| The tool with an offboard EMC-based controller. | Tight bends in the tube were achieved using a custom bending tool. |
 |
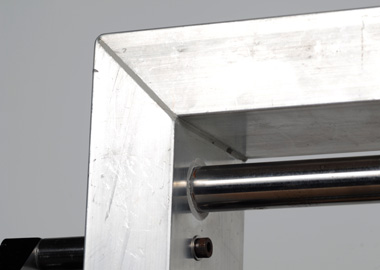 |
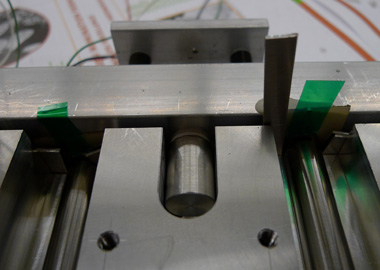
| Ports in the top of the X axis frame provide a fill point for pouring the cement. | Precision guide rails pierce the aluminum frame thru oversized holes. |
 |
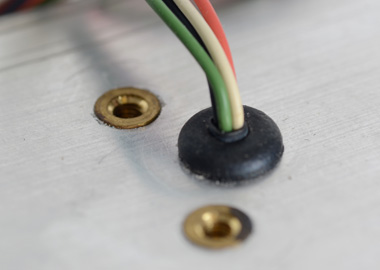 |
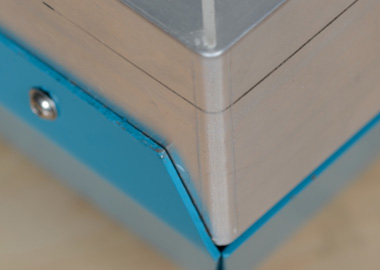
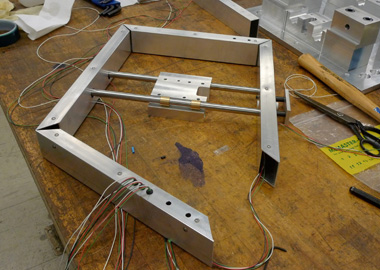
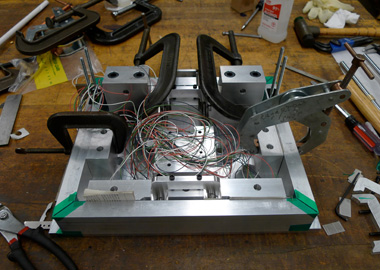
| The X and Y frames are butt joined with an internal aperture allowing cement to flow. This and a set of threaded rods reinforce the joint. | Motor wires run internal to the frame to minimize cable clutter. |
 |
 |
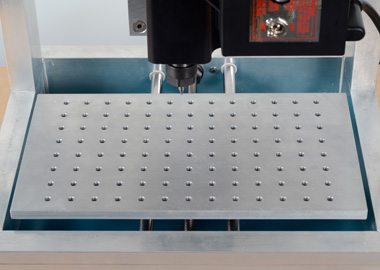
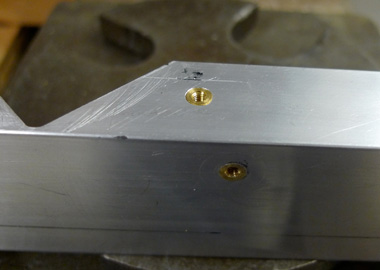
| The work surface is machined from cast aluminum and has 104 mounting/locating holes for aligning and fixturing work. | The upper section of each hole is reamed for a locating pin, and the lower section threaded for a screw. |
 |
 |
| The Z axis is mounted to the X axis in a stacked configuration. | Each carriage has a set of fixed and floating bushings. The floating bushings are epoxied in a way intended to resist shear. |
 |
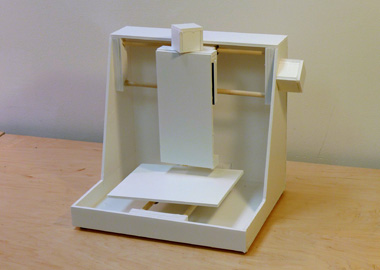 |
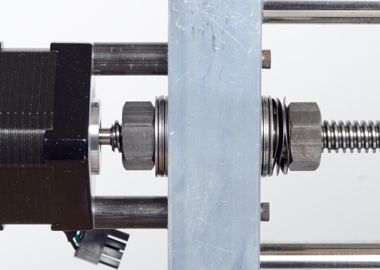
| Leadscrew preload assembly. | A foamcore mockup of the machine architecture. |
 |
 |
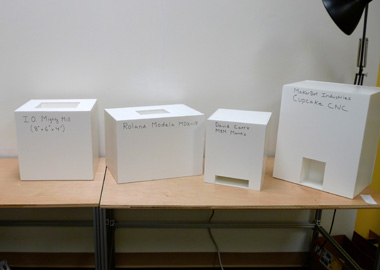
| Work began with a size-to-work-volume study of the competition. | This set of cubbies helped determine a good working volume for the machine by testing which objects would fit. |
 |
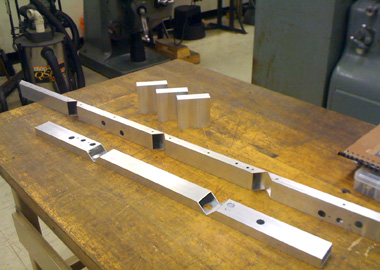 |
| V-cuts in the thin-walled aluminum tubing were machined for locating accuracy. | The X and Y axis frame tubes post-machining. |
 |
 |
| A tool was made to assist in press-fitting inserts into the tubing. | Press-fit inserts create mounting features in the tubing. |
 |
 |
| An impromptu press-break using a Bridgeport milling machine and a custom knife and die. | Bending the aluminum tubing. |
 |
 |
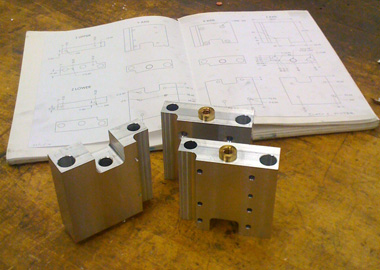
| Each carriage block was machined, with the intention of eventually extruding the profile. | The Y axis frame during assembly. |
 |
 |
| The casting fixture was too tall to machine with an end-mill in one piece, so blocks were added as the machining progressed. | The complete casting fixture is comprised of multiple assemblies. |
 |
 |
| Dry-fitting the guide rails to the fixture to test parallelism. | Paper tubing (originally for model rockets) was used to create pass-throughs in the frame. |
 |
 |
| Temporary masks seal the gap between guide rail and frame during casting. | The Y axis frame fitted onto the fixture. |
 |
 |
| Locating pins set the alignment between the motors and the carriages. | Clamps repeatably bias the rails in their fixture seats. |
 |
 |
| Everything mounted on the fixture and ready for casting. | Pouring cement. This photo is of a trial run conducted without the fixture. |
 |
 |
| The frame just after coming off the fixture. | Mounting the table to the Y carriage. |
 |
 |
| The Z axis stage. | The electronics enclosure was bent from a sheet of waterjet-cut steel. |
 |
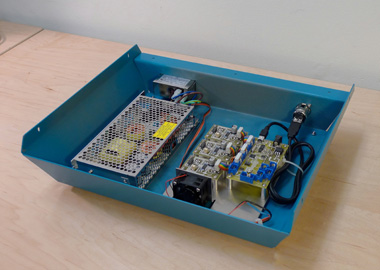 |
| Painting the electronics enclosure late at night. | Originally, the control and drive electronics, and the power supply, were housed inside the machine. |
 |
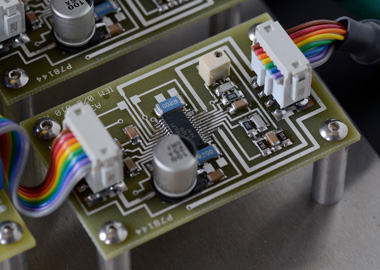 |
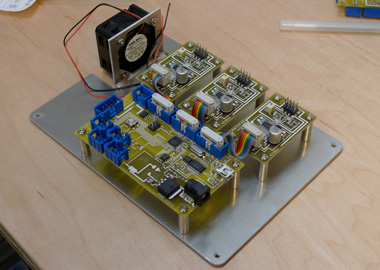
| Motion control would have been done using custom firmware and driver boards. | Close-up of a custom Allegro A4982-based stepper driver (same as used in prior projects). |
 |
 |
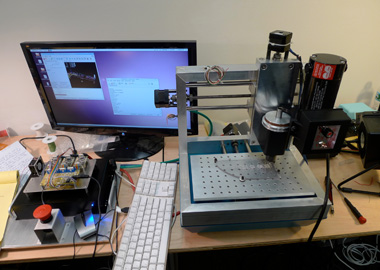
| All wired up! | Driving around the machine for the first time on my workbench. |
 |
|
| Due to noise issues, the switch was made to a LinuxCNC EMC2 based control system. |