The more people contributing articles, ideas on articles or even just notices they want to have generally communicated, the more successful the newsletter will be. So please if you have something you want see in the newsletter or an opinion on how it could be improved please contact me.
Brian Tomlin
Massachusetts Institute of Technology,
Building E53-364,
50 Memorial Drive
MA 02142
Phone : 617-253-6638
Email : btomlin@mit.edu
![]()
We are planning to implement a web page for our group. The idea is to improve communications and information access to the group’s activities. The web page will contain information on our group, meeting minutes, descriptions of internship and Ph.D. projects, software developed in the group, newsletters and links to other sites.
Hopefully this will enable us to better communicate our activities and progress, both within the group and to the member companies in general. With project descriptions readily available, there should be improved awareness of other relevant work that can be drawn upon to enhance individual projects.
If you have any ideas on what you would like to see incorporated on the web page, please let us know.
![]()
The following internship illustrates how internship projects and PhD research can combine to the benefit of the whole LFM community. The research work referred to in this piece is the focus of Sean Willems’ article in the Faculty and PhD research section of this newsletter.
This project focuses on inventory in the supply chain. The analysis is split into two segments: dynamic simulation of inventory arrival and acceptance (subject to a rework cycle) and strategic inventory placement in the supply chain. The analysis focuses on a specific build-to-order PC based medical product, which must perform at the highest level at all times in the customer environment. This requires the PC's to be validated for compatibility with the proprietary software, before they are customized and shipped to the customer. The challenge is the combination of the dynamic nature of the PC industry, very high quality and reliability requirements, a relatively low volume product (for the PC industry), and the increasing importance of customer service/delivery.
To better understand this challenge, a dynamic simulation model is being developed to simulate the arrival of PC's and possible failure/rework of the medical software. The intention is to recommend an inventory ordering policy, (quantity, frequency, target safety stock), that will minimize the inventory costs with an acceptable level of risk. Additionally, a Strategic Inventory Placement Model is being developed to indicate optimal locations for holding inventory, if necessary, in the world-wide supply chain. The Strategic Inventory Placement Model is being developed with the SIPM software being developed at MIT by Prof. Steve Graves, Sean Willems, and John Ruark.
To keep us up to date on what other LFM groups are doing, a group 5 internship is described below.
Allied-Signal Aerospace is currently implementing lean manufacturing in its manufacturing facilities. As part of this, the production system is being converted from a traditional mass production system, to a 'one-piece flow' system (based on the Toyota Production System).
My part in all this, is to help in the conversion, and to develop a capacity model for the entire Static Components building, which can be used to assist in the splitting up of the different cells into process-flow loops. Additionally, I am also assisting in converting support elements, such as the scheduling system (MRP), so that they support this new one-piece flow manufacturing system, and setting up point-of-use stores for raw material supplied from key suppliers. The ultimate goal of all this is to drastically reduce inventories, increase on-time delivery, and reduce costs.
Please contact me if anyone has any information or notices relevant to LFM masters students and the Scheduling and Logistics Group. Information from companies on possible internships, ideas from students on types of projects that would interest them etc.
![]()
Here is a description of the research work on Strategic Inventory Placement referenced in Jennifer Felch’s internship project description. Sean Willems is an Operations management PhD student
The following research began in the Summer of 1994 while I spent the summer at Kodak’s Elmgrove facility. The goal of the project is to develop a model that can help managers determine where to strategically place inventory in their supply chains.
The model has been used to look at inventory placement for several different products. The products we have studied have several general characteristics including:
- long procurement lead-times
- internally and externally sourced parts
- high raw material cost content
- numerous departments involved
- manufacturing process is characterized as a discrete parts assembly process
Figure 1 presents a simplified depiction of the supply chain for the DES 100. The DES 100 is used to reproduces pictures when the negative is unavailable. The operator scans in the original picture and then prints out the scanned image using a thermal printer.
The supply chain in Figure 1 was created using a software program that we have created. Circles denote processing functions and triangles denote inventory being held after the processing function.
In the figure depicted below, the monitor and Macintosh are calibrated so their colors match. The monitor/computer pairing is then integrated with cables, tested and packed. At the distribution center, the pairing is joined with a thermal printer to create a DES 100 that can satisfy customer orders. The thermal printer is produced by another department at Kodak, with the printer’s circuit board produced by Kodak’s circuit board assembly.
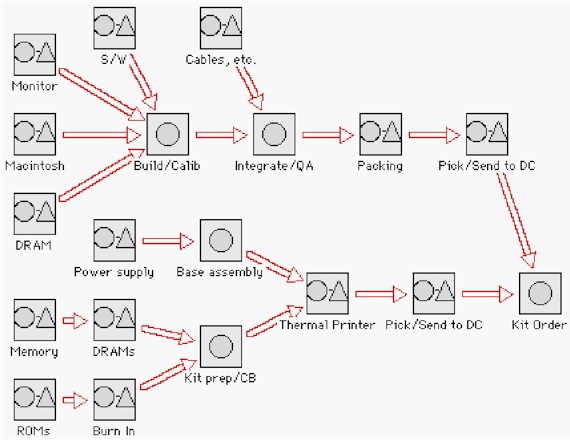
Figure 1. A simplified supply-chain for the Kodak DES 100.
The supply chain in Figure 1 includes six Kodak departments: circuit board assembly, computer/monitor pairing, thermal printer assembly, base assembly, and distribution. In the past, each of these departments would set inventory levels without looking at the impact on the rest of the supply chain.
These local decisions can have a dramatic effect of the efficiency of the supply chain. For example, ROMS might cost circuit board assembly (CBA) $.25 per ROM and have a procurement lead-time of 250 days. If CBA decides not to stock these items, the overall responsiveness of the entire supply chain will be severely limited.
The goal of the model is to take a supply chain perspective and minimize the total inventory cost of the system subject to meeting a previously specified maximum delivery time to the final customer. By taking a system-wide view of the supply chain, the model avoids the suboptimization that occurs when each manager optimizes her own fiefdom.
To better understand the model, the input requirements will now be specified. We assume that for any t-period horizon, each department knows how much product they want to be able to provide over the t periods. For example, CBA might want to be able to provide 10 circuit boards in 1 day, 20 over 2 days, 25 over 3 days, 27 over 4 days, etc. This demand horizon is a key input to the model because it determines how much inventory a stage needs to hold. For example, if it takes CBA 25 days to replenish a circuit board and they always want to be able to provide the thermal printer area with product when thermal printers make a request, then CBA needs to have a stocking strategy that covers the 25-period horizon.
For each stage, we know its lead time, which we assume is deterministic, and we know the cost added at the stage. There are no capacity constraints in the supply chain, and each stage quotes and guarantees a service time by which it will supply its immediate successors. These service times are decision variables for the optimization model. Finally each stage operates with a base-stock control policy; that is, each period each stage orders a quantity equal to its demand.
The model has been used extensively within the low volume assembly division at Kodak. The model has also been used at AT&T and a LFM intern is currently using the model as part of her project with HP.
The model has been credited with reducing several millions of dollars worth of inventory at Kodak.
The model has been used in the following contexts:
- sizing the finished inventory between the manufacturing site and the distribution center
- determining the appropriate delivery time to quote the final customer
- determining where to reduce redundant inventories in an intercompany supply chain
- helping to determine where to focus cycle time reduction efforts
- helping to determine which long lead-time parts should be targeted for procurement lead-time negotiations
A software application has been created for both the Macintosh and Windows operating systems. The graphical interface allows the user to quickly construct various supply chain configurations. The program allows the user to either use the program as an optimizer that determines optimal inventory levels or as a calculator where the user can enter the inventory level at a stage and see what impact the inputs have on the total inventory costs for the network. It is our opinion that the user-friendly nature of the software has been a key reason for the model’s success.
We are currently looking to extend some of the assumptions of the model as well as gain more experience with applying the model in different industrial contexts. Some current modeling efforts include looking at different demand patterns and allowing stochastic production lead-times. We are also looking at pushing the model’s use even farther into the distribution network at Kodak.
If you think you might have a use for this model, or if you would like to receive more information about the model, feel free to contact me via e-mail at willems@mit.edu or by phone at 617-253-0250.
Jeannette Nymon, 412-337-4325/ -2737, nymon_jg@atc.alcoa.com
Joe Velez, 319-359-2163/ -2755, VELEZ01@ssw.alcoa.com
John Harrington, 508-880-8319, harrington@islnds.enet.dec.com
Stu Sharpe, 508-493-5059, sharpe@asabet.enet.dec.com
Bruce Arntzen, 508-493-5059
Bill Colwell, 313-322-0260/ -390-9232, usfmcmyh@ibmmail.com
Gene Coffman, 313-5692-2079/ -2381
Sita Bhaskaran, 810-986-2302/ -0574, sbhaskar@cmsa.gmr.com
Paul Williams, 415-857-3964/ -6278, williams@hpl.hp.com
Shailendra Jain, 415-857-3597/ -6278
Scott Elliot, 707-577-5545/ -2104, scott_elliot@hp-SantaClara-om2.0m.hp.cm
Steve Smith, 602-554-8066/ -6838, SSmith@FA.intel.COM (or stephen_p_smith@ccm.ch.intel.com)
Ron Caldwell, 716-726-2724/ -6945, Caldwell@Kodak.COM
George Daddis, 716-477-3241/-588-8274, KP26.567736@kodako.kodak.com
Marty Melone, 716-726-0352/ -1312, LOCKOVM1.247550@kodako.kodak.com
Chuck Petro, 716-726-3190/ -6945, LOCKOVM1.VAB811@kodako.kodak.com
Bryan Parks, 716-726-9382/ -????, LOCKOVM1.LL504729@kodako.kodak.com
Bryan Gilpin, 708-576-5470/ -538-7791, abg005@email.mot.com
Stan Gershwin, 617-253-2149, gershwin@mit.edu
Steve Graves, 617-253-6602, sgraves@mit.edu
Tom Magnanti, 617-253-6604, magnanti@mit.edu
Vien Nguyen, 617-253-0486, vien@mit.edu
Don Rosenfield, 617-253-1064, donrose@mit.edu
Larry Wein, 617-253-6697, lwein@mit.edu
Anant Balakrishnan, 814-865-6861, anant@psu.edu
![]()